Gearbox Selection Guide for Your Application
Selecting the right gearbox is one of the most important decisions in any mechanical or industrial system. A gearbox directly affects machine performance, energy efficiency, maintenance cost, and overall equipment life. When the wrong gearbox is chosen, even a powerful motor can fail to deliver the required output, leading to frequent breakdowns, excessive wear, and unexpected downtime. That is why a clear and practical Gearbox Selection Guide for Your Application is essential for engineers, plant managers, and industrial buyers.
Every application has unique requirements based on load type, torque, speed, operating conditions, and duty cycle. Conveyor systems, crushers, mixers, packaging machines, and heavy-duty industrial equipment all demand different gearbox designs and specifications. Simply selecting a gearbox based on price or size is not enough. Proper gearbox selection requires understanding how power is transmitted, how service factors impact performance, and how environmental conditions influence long-term reliability.
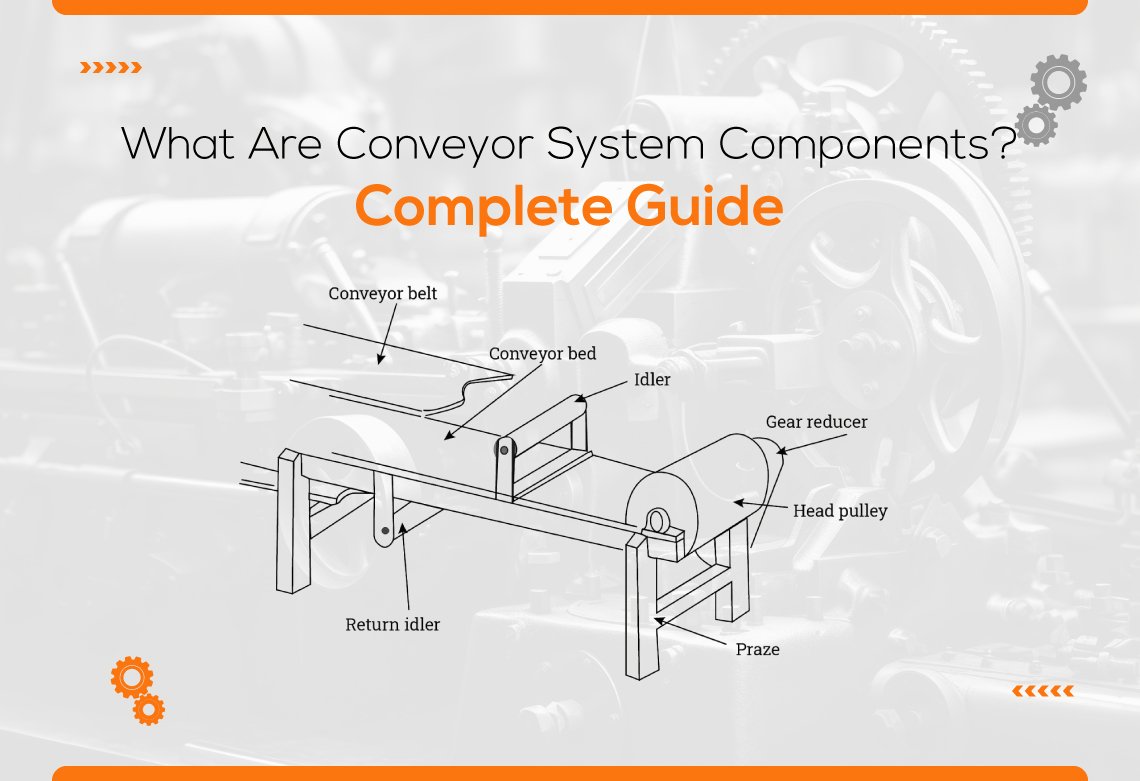
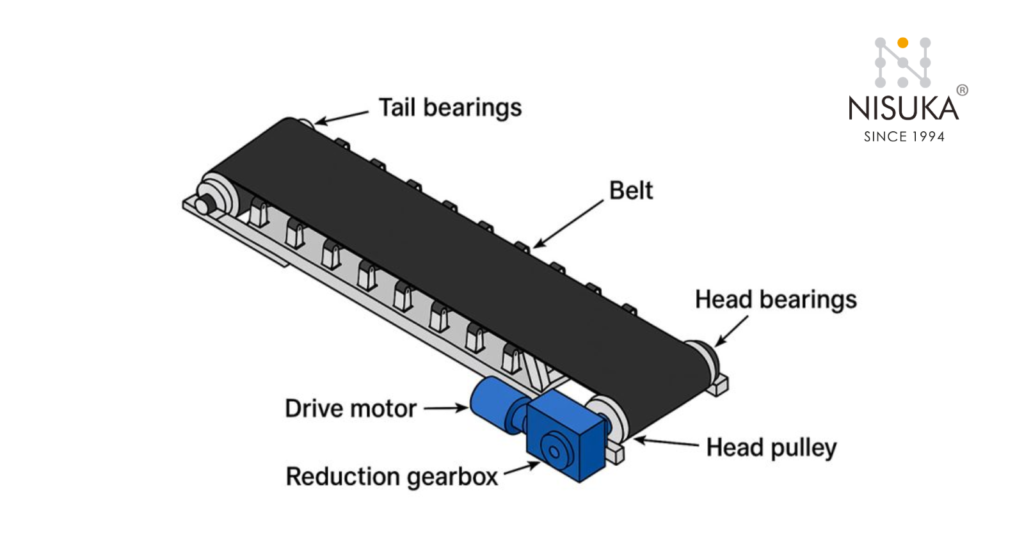
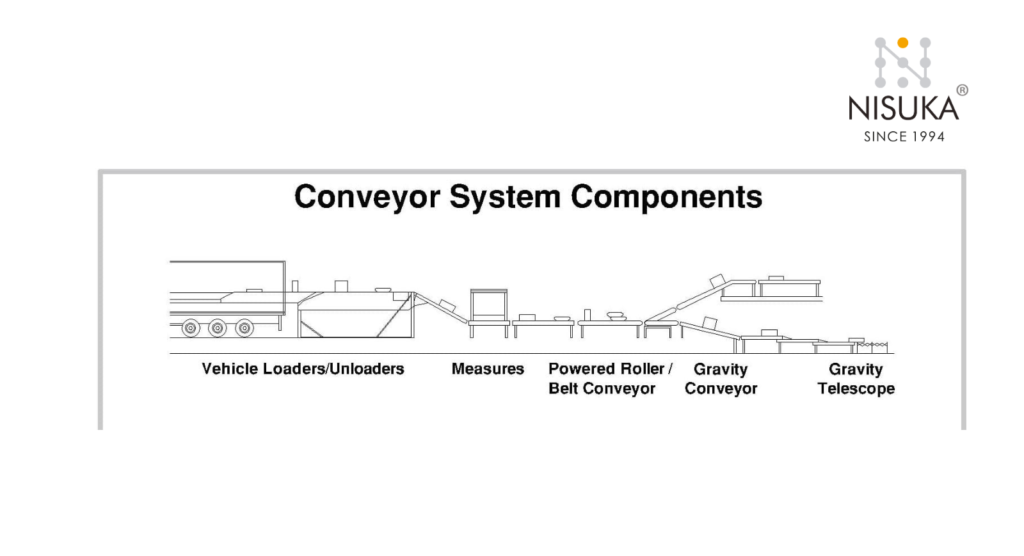
This gearbox selection guide is designed to help you make informed decisions with confidence. It explains the key factors to consider, compares different gearbox types, and highlights common mistakes to avoid during selection. By following a structured approach, you can choose a gearbox that delivers optimal performance, reduces maintenance costs, and ensures long service life. Whether you are designing a new system or upgrading existing machinery—especially when evaluating What Are Conveyor System Components—this guide will help you select the right gearbox for your specific application
What Is a Gearbox

What Is a Gearbox is a common question for anyone working with industrial machinery or mechanical systems. A gearbox is a mechanical device that transmits power from a motor to a machine while controlling speed and torque. Its main role is to adjust the motor’s high-speed, low-torque output into a form that suits the actual working requirement of the equipment.
Gearboxes are essential in industries such as manufacturing, mining, material handling, cement, and automation because machines rarely operate efficiently at motor speed alone.
A gearbox contains multiple gears arranged in a specific design to deliver controlled motion. By selecting the correct gearbox, industries can ensure smooth operation, reduced energy loss, and longer equipment life. Understanding what a gearbox does and how it works is the foundation of making the right selection decision for any application.
Basic Working Principle of a Gearbox
The basic working principle of a gearbox is simple and reliable. It works by using meshing gears to change speed and torque between the input shaft and the output shaft. When power enters through the motor, the input gear transfers motion to other gears inside the gearbox housing.
- Speed is reduced or increased based on the gear ratio
- Torque is increased when speed is reduced
- Power is transmitted smoothly to the driven machine
This controlled transfer of power allows machines to perform heavy-duty tasks safely. Gearboxes also help protect motors from overload by managing force distribution effectively.
Why Incorrect Gearbox Selection Causes Failure and Downtime
Incorrect gearbox selection is a major cause of machine failure and unplanned downtime. When a gearbox is not matched to load conditions, torque demand, or operating environment, it experiences excessive stress and wear.
Common problems caused by wrong selection include overheating, gear tooth damage, lubrication failure, vibration, and shaft misalignment. Over time, these issues lead to frequent maintenance, reduced efficiency, and complete gearbox breakdown. This is why understanding application requirements and the Key Factors to Choosing the Right Conveyor Gearbox or any industrial gearbox is critical for reliable and long-lasting machine performance.
Gearbox Selection Guide: Key Factors to Consider Before Choosing

A practical Gearbox Selection Guide helps users choose the correct gearbox by matching technical requirements with real operating conditions. The right selection improves efficiency, reduces breakdowns, and extends equipment life.
Before choosing a gearbox, it is important to review load behavior, speed requirements, duty cycle, service factor, installation limits, and environmental exposure. Ignoring these factors often leads to overheating, gear damage, and frequent downtime. This Gearbox Selection Guide focuses on clear, application-based decision points so engineers, maintenance teams, and buyers can select a gearbox that delivers stable torque, smooth operation, and long-term reliability.
1. Load Type and Torque Requirements
Load type and torque demand are the most critical elements in any Gearbox Selection Guide. Different machines apply different forces, and the gearbox must be capable of handling both normal and peak loads.
Key points to consider:
- Constant loads need steady torque capacity
- Variable or shock loads require higher safety margins
- Starting torque is often higher than running torque
If torque is underestimated, gear teeth may wear or fail early. Oversized gearboxes increase cost and reduce efficiency. Correct torque calculation ensures safe power transmission, reduced stress on components, and longer service life. Proper load analysis also supports smooth alignment with bearings and housings, similar to the precision expected from a reliable Plummer Block Manufacturer in rotating equipment systems.
2. Input Speed and Required Output Speed
Speed matching is a core step in a professional Gearbox Selection Guide. Motors usually operate at high speeds, while industrial machines require controlled, lower speeds with higher torque.
Important considerations include:
- Motor input speed
- Required machine output speed
- Accurate gear ratio selection
The gearbox converts speed into usable torque by reducing or increasing rotation as needed. Incorrect speed selection can cause vibration, overheating, and unstable machine performance. When input and output speeds are properly matched, the gearbox runs efficiently, delivers consistent motion, and protects connected components from excessive stress.
3. Duty Cycle and Operating Hours
Duty cycle defines how often and how long a gearbox operates under load. A complete Gearbox Selection Guide evaluates daily working hours, load duration, and rest intervals.
Key factors include:
- Continuous vs intermittent operation
- Frequent start-stop cycles
- Heat buildup during long shifts
Gearboxes running continuously require designs that handle higher thermal stress. Ignoring duty cycle can lead to lubrication breakdown and premature wear. Correct duty cycle evaluation ensures stable temperature control, reduced maintenance, and dependable long-term operation.
4. Service Factor and Shock Load Conditions
Service factor provides a safety margin to protect gearboxes from unexpected load changes. In a reliable Gearbox Selection Guide, service factor accounts for shock loads, impact forces, and overload conditions.
Key benefits of correct service factor:
- Prevents gear tooth failure
- Reduces risk of sudden breakdowns
- Improves overall system reliability
Applications like conveyors, crushers, and mixers often face sudden load spikes. Selecting the right service factor allows the gearbox to absorb these stresses without damage, ensuring smoother operation and reduced downtime.
5. Installation Position and Space Constraints
Installation layout directly affects gearbox performance. A practical Gearbox Selection Guide considers mounting position, shaft orientation, and available space.
Important points:
- Horizontal or vertical mounting compatibility
- Proper lubrication flow in selected position
- Ease of maintenance access
Incorrect installation can cause uneven wear and overheating. Selecting a gearbox that fits the available space and mounting orientation ensures correct alignment, stable operation, and longer equipment life.
6. Environmental Conditions (Dust, Heat, Moisture)
Operating environment has a direct impact on gearbox durability. A complete Gearbox Selection Guide evaluates exposure to dust, heat, moisture, and corrosive conditions.
Environmental considerations include:
- Sealed housings for dusty areas
- Heat-resistant lubrication for high temperatures
- Corrosion protection in humid conditions
Ignoring environmental factors leads to faster wear and frequent maintenance. Choosing a gearbox designed for its surroundings ensures consistent performance, reduced failures, and extended service life in demanding industrial environments.
How to Choose the Right Gearbox for Your Application

Understanding How to Choose the Right Gearbox is essential for achieving reliable machine performance, energy efficiency, and long service life. Every industrial application operates under different load conditions, speed requirements, and working environments, so a single gearbox type cannot fit all needs. Choosing the right gearbox involves matching torque, speed, duty cycle, and application demands rather than selecting based only on size or cost.
When gearbox selection is done correctly, it reduces breakdowns, minimizes maintenance, and ensures smooth power transmission. This guide explains how to choose the right gearbox based on real industrial applications so engineers, plant managers, and buyers can make confident, performance-driven decisions.
1. Gearbox Selection Based on Industrial Application
The first step in learning How to Choose the Right Gearbox is understanding the specific industrial application. Different industries such as cement, mining, food processing, steel, and material handling have unique operating requirements. Some applications need high torque at low speed, while others require precise speed control with moderate loads. Factors like continuous operation, shock loads, and environmental exposure must be evaluated before selection.
Gearboxes used in harsh environments must be robust, sealed, and capable of handling overload conditions. Application-based selection ensures the gearbox delivers consistent output, avoids unnecessary stress, and performs reliably throughout its service life.
2. Gearbox Selection for Conveyor
Conveyor systems require smooth and stable motion to transport materials efficiently. When deciding how to choose the right gearbox for conveyors, load type and starting torque are critical factors. Conveyors often operate continuously and may experience sudden load changes due to material accumulation.
Key considerations include:
- High torque capacity for starting loads
- Stable speed control for smooth material flow
- Compatibility with auxiliary equipment such as drives and separators
Proper gearbox selection reduces belt slippage, vibration, and wear. In material handling systems, gearbox performance works closely with components supplied by a reliable Suspension Magnet Manufacturer, ensuring uninterrupted operation and protection from metal contamination.
3. Gearbox Selection for Crushers, Mixers, and Heavy Machinery
Heavy machinery such as crushers and mixers operates under extreme load and shock conditions. Understanding how to choose the right gearbox for these applications requires careful attention to service factor and overload capacity. These machines generate high impact forces that can damage gears if the gearbox is under-rated.
A gearbox designed for heavy-duty use must absorb shock loads, resist overheating, and maintain torque consistency. Selecting the right gearbox for such equipment ensures durability, reduces unexpected failures, and supports continuous production even under demanding operating conditions.
4. Gearbox Selection for Packaging and Automation Equipment
Packaging and automation equipment require precision, speed control, and compact design. When learning how to choose the right gearbox for these systems, accuracy and efficiency are more important than extreme torque. These applications often involve frequent start-stop cycles and synchronized movements. The gearbox must deliver smooth acceleration, low noise, and consistent output speed.
Compact gearboxes with high efficiency help improve productivity while maintaining precision. Correct selection ensures reliable automation, reduced maintenance, and improved overall equipment performance.
Conclusion
A well-planned Gearbox Selection Guide for Your Application is essential for achieving consistent performance, lower maintenance costs, and long equipment life. Every industrial setup has unique operating conditions, and choosing a gearbox without evaluating load type, torque demand, speed ratio, duty cycle, and environment often leads to early failure and downtime. A structured selection approach helps ensure the gearbox works efficiently with the motor and driven equipment, delivering smooth power transmission and operational stability.
For material handling industries, Gearbox Selection for Conveyor systems deserves special attention because conveyors usually operate continuously and face variable loads. Correct gearbox selection improves starting performance, prevents overheating, and supports uninterrupted material flow. Ignoring conveyor-specific requirements can result in frequent breakdowns and production losses.
In addition, working with a reliable SMSR Gearbox manufacturer adds technical confidence, as application-specific design, proper service factor selection, and quality manufacturing directly impact long-term reliability. By following a clear selection guide and focusing on real application needs, businesses can ensure efficient operations, reduced risk, and dependable gearbox performance across all industrial applications.
FAQS
How do I select the right gearbox for my application?
To select the right gearbox, evaluate load type, required torque, input speed, output speed, duty cycle, and operating environment. A proper gearbox selection guide helps match these factors with the correct gearbox type, ensuring smooth operation, reduced wear, and long service life.
What factors are most important in gearbox selection?
The most important factors include torque requirement, speed ratio, load condition, duty cycle, service factor, mounting position, and environmental conditions. Ignoring any of these can lead to overheating, gear damage, and frequent breakdowns. Proper evaluation ensures reliable and efficient gearbox performance.
Why is torque calculation important in gearbox selection?
Torque calculation is critical because it defines how much load the gearbox must handle. Incorrect torque estimation can cause gear tooth failure or motor overload. Accurate torque calculation ensures the gearbox can handle starting loads, peak loads, and continuous operation safely.
How does duty cycle affect gearbox selection?
Duty cycle determines how long and how frequently a gearbox operates under load. Continuous-duty applications require gearboxes designed for higher thermal capacity. Ignoring duty cycle can cause overheating, lubricant breakdown, and reduced gearbox life, leading to increased maintenance and downtime.
Which gearbox is best for conveyor applications?
For conveyor systems, gearboxes with high torque capacity, stable speed control, and suitable service factor are preferred. Helical and SMSR-type gearboxes are commonly used. Proper gearbox selection for conveyors ensures smooth material flow, reliable starting performance, and continuous operation.
What happens if the wrong gearbox is selected?
Selecting the wrong gearbox can result in excessive vibration, overheating, gear wear, noise, and sudden failure. This leads to frequent maintenance, production loss, and higher operating costs. Following a gearbox selection guide helps avoid these issues and ensures long-term reliability.
How does the operating environment impact gearbox selection?
Operating conditions such as dust, moisture, heat, and corrosion directly affect gearbox durability. Harsh environments require sealed housings, proper lubrication, and heat-resistant materials. Selecting a gearbox designed for the environment reduces failures, improves efficiency, and extends service life.